|
|
|
|||
|
Machine Tool FAQ Article in Machine Design Machine Design publishes Machine Tool FAQ article featuring Deublin product photo. The article poses typical questions and explains design considerations and applications of Machine Tool. For a PDF version: click here Q: What is a “coolant system” for machine tool applications? A: High-speed cutting tools require both cooling and lubrication to reduce the rate of tool wear and to prevent overheating, both of which degrade the tool’s strength. Flood-coolant systems spray coolant fluid onto the work piece near the cutting tool. But for many machining operations, such as milling or hole drilling, these systems are less effective at getting coolant fluid to the cutting edge. Without coolant, chips will back the cutting tool flutes and the cutting edge loses hardness due to overheating. This leads to excessive wear, short tool life, and poor surface finish.
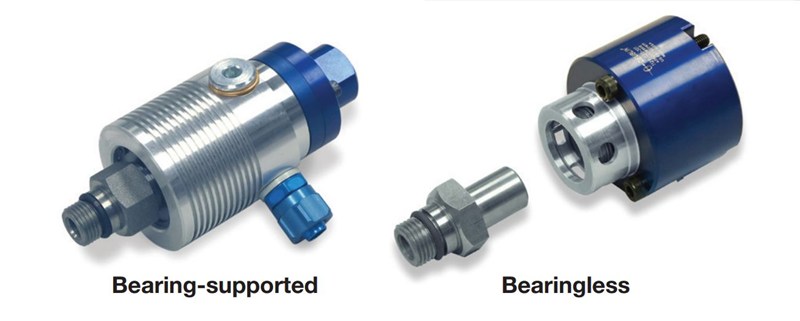
Bearing_supported_Bearingless Q: What is an alternative to flood coolant? A: Through-Spindle Coolant (TSC) is an alternative to “flood coolant” system. The TSC conducts coolant through the cutting tool to cool the cutting edge, reduce friction, and remove chips. Coolant flows axially through a rotating union into the spindle and tool holder directly to the heat source. Compared to flood-coolant systems, TSC offers lower operating costs for tools and coolant, better control of tool overheating, faster feed rates, and higher productivity. To deliver coolant through the spindle, a coolant union or rotary union is required. Q: What is a rotary union? A: A rotary union is a precision mechanical device used to transfer coolant fluid or media from a stationary source, such as a pump, into a rotating device, such as a spindle with cutting tool. The typical coolant fluid is mainly water-based with oil for lubricating the cutting edge. Rotary unions also can transfer air/oil mist, cutting oils, and even dry air. A typical rotary union consists of a rotor that spins at the same speed as the machine tool spindle, a nonrotating element that closes precisely against the rotor, a housing that connects the supply hose to the non-rotating element, and seals that contain the coolant fluid. With this technology, seal contact pressure and thrust load on the spindle are minimized, regardless of operating pressure. This reduces seal wear, resulting in longer life and more reliable performance. For positive sealing, smooth rotation, and long service life, special lapping processes are required to achieve the optical flatness required for sealing. In addition, special seals are required for wear and abrasion resistance. Balanced mechanical seals are also preferred. Q: What are the differences between bearing and bearingless rotating unions? A: Bearing-supported unions are easy to install and replace, because of their one-piece design. Rotor-mounted style attaches to the machining center with a threaded rotor. Bore-mounted style slides into a precisely machined counterbore at the end of the spindle. The housing of both styles contains a drain line that channels any leakage. Rotormounted, bearing-supported unions absorb nearly all axial forces (thrust load) on the spindle caused by coolant pressure. For both bore-mounted and bearingless unions, however, coolant pressure creates a certain thrust load on the spindle. Bearingless unions provide several advantages. Eliminating bearings increases the maximum rpm at a lower cost. Since only a small rotor attaches directly to the spindle, there is no possibility for the union’s housing to be a source of vibration. Without bearings, the union is immune to side loading from, for example, too much tension in the coolant supply hose. Bearingless unions can be very small, ideal for applications with multiple, closely spaced spindles. However, they are installed in two pieces―the rotor and a small housing, containing the non-rotating element and connection to the coolant supply―and one must carefully handle the exposed micro-lapped seal faces. Q: What are the different available sealing technologies? A: CLOSED SEAL: The seals stay closed with or without coolant pressure. Therefore, drain lines generally are not required. However, all rotating unions operate with a thin film of media between the seals. Over time, small quantities of media can migrate across the seal faces. Therefore, they require proper venting provisions. Closed seal unions generally are less affected by contaminated coolant. However, closed seal unions should not be rotated for an extended time if coolant fluid is not present. CONTROLLED LEAKAGE: The opposite of closed seals, controlled leakage seals have a small gap between the seals even when pressure is applied. For this reason, controlled leakage unions are used for high-speed applications with pressurized dry air. Controlled leakage unions generally are not suitable for coolant fluid applications. PRESSURE CLOSING SEALS (POPOFF): This kind of seal closes only when pressure is applied. When pressure is removed, the seal faces separate by a very small distance. This eliminates friction and seal wear during operation without coolant, and therefore allows unlimited “dry running” at high speeds. They are not intended for extended operation with pressurized dry air. AUTO PRESSURE CLOSING-OPENING SEALS (AUTOSENSE): These seals close when coolant pressure is applied to contain the coolant fluid, and “pop” apart in the absence of coolant pressure to allow unlimited dry running. Like the controlled leakage designs, the seals handle pressurized dry air by creating a microscopic gap between the seal faces. ALL-MEDIA: This is a seal in which the machine designer has complete control over seal opening and closing. By controlling how the pressure is applied to the union’s multiple connections, the machine designer can cause the seals to separate or close when necessary.
|
|